
Dynamic Wetting Advances in BCF Finish Development
By: Srinivasan Ranganathan and Dr. Michael Kutsenko
Goulston Technologies, Inc.
The advent of high speed nylon and polyester BCF processes and a highly competitive market environment have challenged spin finish formulators to develop fiber lubricants that meet all the requirements of both the fiber producer and the downstream processor while using the fewest number of experiments in a relatively short time. With proper identification of critical finish requirements and the development of advanced test methods to study critical finish properties, formulators can:
- Minimize the number of trials required in a commercial production process
- Assess the long term performance of the spin finish candidates
- Determine the suitability and robustness of the finish over a wide range of fiber properties and process conditions
- Lower the cost associated with finish development
- Shorten the cycle from concept to commercialization
The most important finish requirements for high-speed BCF processes are provided in Table 1. Additionally, fiber lubricants may have some impact on carpet appearance parameters such as streaks (drawing uniformity), hand (fiber-to-fiber friction), tip definition (broken filaments) and the overall carpet finish (finish and yarn performance).
Table 1. Typical BCF Finish Requirements
| Process | Finish Requirements |
|---|---|
| Finish Application at High Speed | Dynamic wetting and spreading |
| High Speed Drawing | Dynamic F/M friction and interfilament cohesion |
| High Temperature Texturing | Smoke point, Oxidative stability, Varnish/Deposit Propensity, Volatility |
| High Speed Cabling | Dynamic F/M friction, boundary lubrication |
| Heat Setting | Thermal stability |
We will show in a two part article that advanced testing capabilities can be used to develop and screen nylon BCF finish candidates. Part I deals with the requirements of dynamic wetting and spreading properties for high-speed nylon and PET BCF finishes.
Dynamic Wetting and Spreading
In order to ensure the target finish level and uniformity of finish application on a BCF yarn moving at high speeds, fiber finish needs to have good dynamic wetting and spreading properties. Wetting of the yarn is more easily achieved by applying the finish from an aqueous emulsion and utilizing a proper balance of emulsifiers and wetting agents. Fiber producers often prefer application of neat finishes as these provide the benefits of no water to evaporate and minimal or no potential for microbial growth in the finish handling and application system.
Wetting and spreading properties of neat fiber finishes are often assessed by the measurement of contact angle between the neat oil and a nylon film. Contact angle measurement results of four different neat oil finishes with a nylon film are provided in Table 2. Results indicate that there are very small differences in equilibrium contact angles under static conditions and suggest that the wetting properties of the finishes are similar.
However, evaluation of the finishes in a high speed process show that there were indeed differences in wetting properties of the finishes, and finish C has the worst wetting performance in the group. This difference in wetting performance can be attributed to the phenomenon of dynamic wetting. To illustrate the effect of dynamic wetting, Dyba and Miller [1] proposed the concept of rise canceling velocity which states that even if a liquid wets fiber at static conditions, wetting is canceled when the contact time between fiber and liquid is minimized. There is a speed beyond which finish can not adequately wet the fiber surface due to the short time of contact between finish and fiber. This speed dependency of wetting brings us to the concept of effective surface tension. Surface tension for complex mixtures such as fiber finishes is not a constant at a given temperature, as is the case for pure single component liquids, but depends strongly on the rate of measurement and the time required for surfactant molecules to orient at the interface.
Effective or apparent surface tension of fiber finishes can be measured using a maximum bubble pressure tensiometer. This instrument measures the pressure required to squeeze an air bubble through the capillary immersed into the test liquid. Higher bubbling frequency results in shorter time for liquid/air interaction, and consequently higher apparent surface tension. Table 2 shows that the four spin finish recipes have similar surface tension values at lower rates of determination (1 Hz).
Table 2: Wetting Characterization of Nylon BCF Finishes
| Products | Contact Angle, º | Dynamic surface tension, dynes/cm | ||
|---|---|---|---|---|
| Initial | Equilibrium | @ 1 Hz | @ 10 Hz | |
| Recipe A | 84 | 21 | 28.5 | 41.6 |
| Recipe B | 78 | 20 | 29.5 | 44.7 |
| Recipe C | 97 | 21 | 28.6 | 53.3 |
| Recipe D | 56 | 19 | 28.3 | 38.6 |
Differences in apparent surface tension values of these finishes are observed only at higher bubble frequency. The poor wetting nature of recipe C is now evident as it has the highest dynamic surface tension at 10 Hz bubble frequency. Figure 1 provides the surface tension values for the four finish recipes over a range of measurement rates.
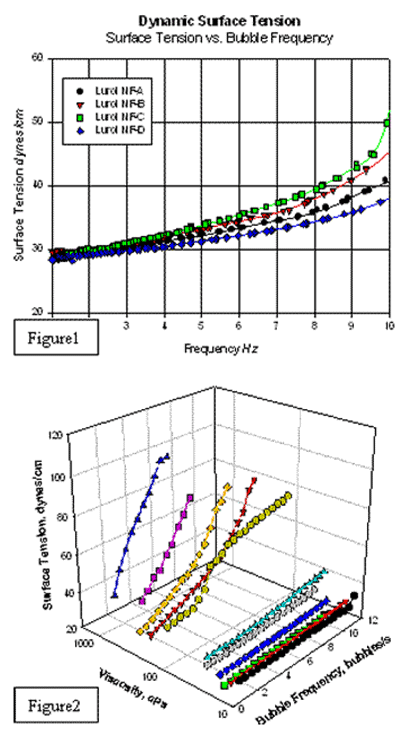
Neat finishes with lower viscosity (due to lower molecular weight) result in lower apparent surface tension. Figure 2 provides an illustration of the dependence of dynamic surface tension on both the viscosity and bubble frequency. While lower viscosity finishes may appear to be an intuitive solution for neat oil application, they are not always practical, as they may not meet the thermal stability requirements of high-speed BCF processes. A good understanding of the wetting behavior of finishes at various measurement rates is a must to ensure proper selection of the finish for larger evaluations and commercialization in high speed processes. Use of the finish in emulsion form minimizes the effect of viscosity on apparent surface tension, and makes wetting conditions more favorable. It is important to ensure that finishes provide good wetting properties (lower contact angle and surface tension) even when they are applied in emulsion form to minimize dripping, misting and finish level variability problems.
Based on the apparent surface tension studies of neat oil finishes, we can reasonably surmise that poor wetting conditions do exist with highly heat stable neat finishes. Formulators are limited to only very few classes of surfactants that can provide both the lower effective surface tensions required for high speeds and the thermal stability properties needed for high processing temperatures. Further improvements in wetting can also be obtained through mechanical means, such as the well-designed LuroJet® finish applicators. These applicator guides contain a sufficient number of strategically positioned oil reservoirs, or dimples, to increase the time of yarn/finish contact. Goulston Technologies and Slack & Parr have also designed and developed a patented (US 6,449,938, B1) new advanced finish nozzle (AFN) that combines the benefits of an applicator guide and a finish migration nozzle, and is capable of handling a wide range of yarn deniers. AFN-PI can be used as an alternative to AFN, and is specifically developed for BCF yarns. AFN-PI re-distributes the finish oil that was applied by the conventional ceramic applicator guide inside the yarn bundle, and results in improved finish uniformity and better yarn stability on the godet rolls at high processing speeds.
Summary
Conventional methods of the wetting and spreading properties characterization of fiber finishes through the contact angle and static surface tension measurements are insufficient to evaluate the suitability of finishes for high-speed BCF application. Effective surface tension of the finishes needs to be obtained over a range of measurement rates to ensure that the finish provides an adequate wetting at high speeds. Mechanical means of increasing the dwell time between the fiber and finish through applicator guide design do provide an alternative to improve the finish level uniformity on the yarn. Advanced finish application devices such as AFN provide better distribution of finish over the yarn bundle.
Reference: 1. Dyba, Raymond V. and Miller, Bernard, Dynamic Wetting of Filaments in Solutions, Textile Research Journal, Vol.41, 12, 978-983 (1971).